Hvordan lages filer?
| Det grunnleggende prinsippet for filfremstilling er å kutte tenner i en metallstrimmel for å produsere et grovt verktøy som kan slipe materiale fra en mykere overflate. |
 | Mens filer har blitt produsert for hånd i hundrevis av år, kan de nå også masseproduseres ved hjelp av maskiner. Enhver prosess følger metoden beskrevet nedenfor. |
Lag en blank | |
 | Det første trinnet i prosessen med å lage en fil er å lage en metallstripe som omtrent samsvarer med formen og størrelsen på den ferdige filen. Dette kalles "tomt". |
 | For å oppnå dette resultatet kan stålet smides, smeltes og helles i en form for å stivne, eller presses mellom to tunge ruller og deretter kuttes til ønsket form. |
Filgløding | |
 | Gløding er en prosess hvor stål mykes opp for å gjøre det lettere å jobbe med. |
 | Filemnet varmes opp til det blir mørkerødt, og lar det avkjøles ved romtemperatur. |
 | Siden oppvarming av et metallarbeidsstykke kan føre til deformasjon, blir det etter avkjøling slipt eller saget til ønsket form. |
Skjæring av tenner med fil | |
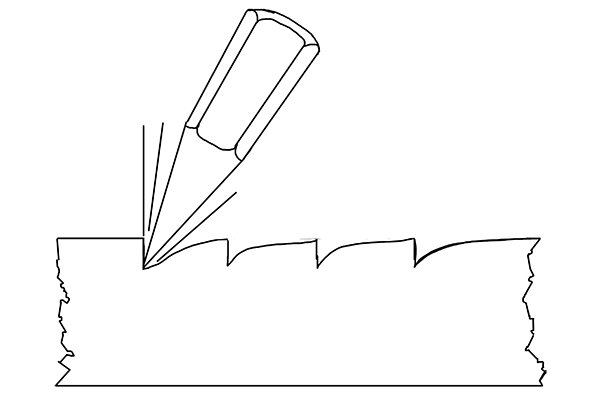
 | På dette stadiet, ved hjelp av en meisel, skjærer tenner inn i filen med jevne mellomrom. |
 | Vinkelen på tennene er vanligvis rundt 40-55 grader i forhold til overflaten av filen, avhengig av typen mønster som kuttes inn i filen. Dette hjørnet kalles "fremre hjørne" av filen. For mer informasjon se Hva er en filkutt? |
 | Hvis vinkelen på tennene er for smal, er det mer sannsynlig at de setter seg fast i overflaten av arbeidsstykket. Hvis vinkelen er for stor, er det mer sannsynlig at de brekker og løsner fra selve filen. |
 | Noen filer kan lages med negativ skråvinkel, som betyr at tennene faktisk peker bort fra arbeidsstykket, i stedet for mot det. I dette tilfellet kutter ikke tennene materialet, men skraper det over overflaten, skraper av eventuelle uregelmessige buler (buler) og presser det kuttede materialet inn i små bulker (laver). |
 | Disse filene er vanligvis kuttet med fine tenner og brukes til å produsere en veldig jevn overflate. |
 | RaspskjæringRasptenner lages ved hjelp av en trekantet stanse som skjærer gjennom hver tann individuelt. For mer informasjon om rasper se: Hva er en rasp? |
Filherding | |
 | Når tennene er kuttet, må filen herdes eller tempereres slik at den kan skjære gjennom andre materialer uten skade. |
 | Filen varmes opp igjen. |
 | Når den når ønsket temperatur, senkes den i et stort saltvannsbad og avkjøles raskt. |
 | Denne raske avkjølingen gjør at kornene i stålets molekylstruktur blir finere, noe som gjør det hardere og gir det større strekkfasthet. |
 | Denne prosessen gjentas flere ganger for å sikre at stålet er hardt nok til å brukes som slipemiddel. |
Lukt mykgjørende | |
 | En bivirkning av herdingsprosessen er at det kan gjøre stålet sprøtt, noe som gjør det mer sannsynlig å skjære eller knekke når det slippes. |
 | Fordi filskaftet er tynnere enn resten av kroppen, er dette et potensielt svakt punkt. |
 | Således, etter at resten av varmebehandlingen er fullført, oppvarmes skaftet på nytt og får avkjøles til romtemperatur. Dette myker igjen skaftet, noe som gjør det mindre sprøtt og mer motstandsdyktig mot skader. |
 | Filer som går gjennom denne delen av prosessen blir noen ganger referert til som "variable varmebehandlinger". |

